Certified & Trusted:
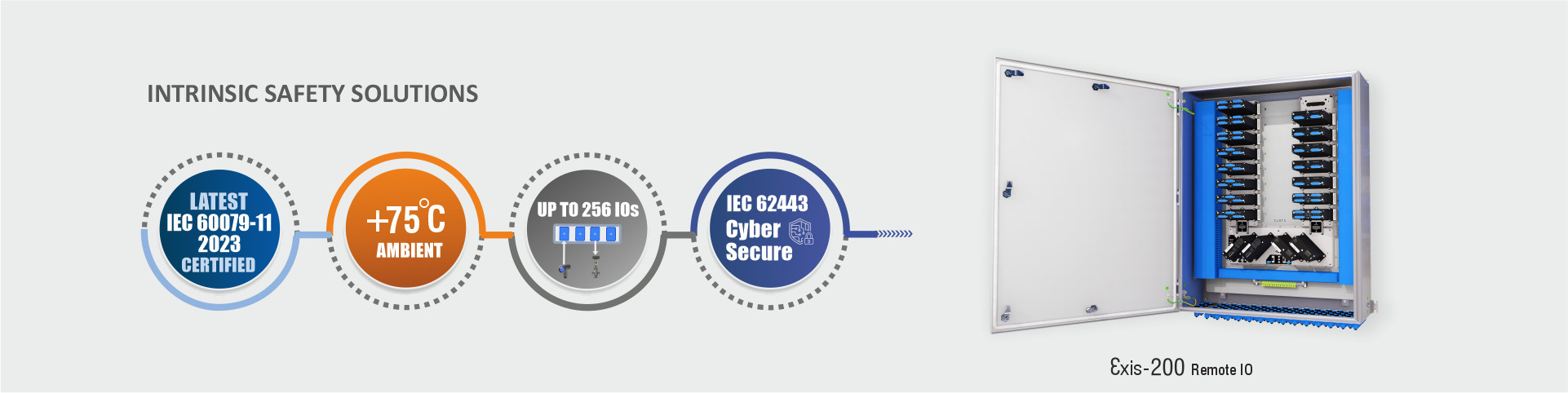
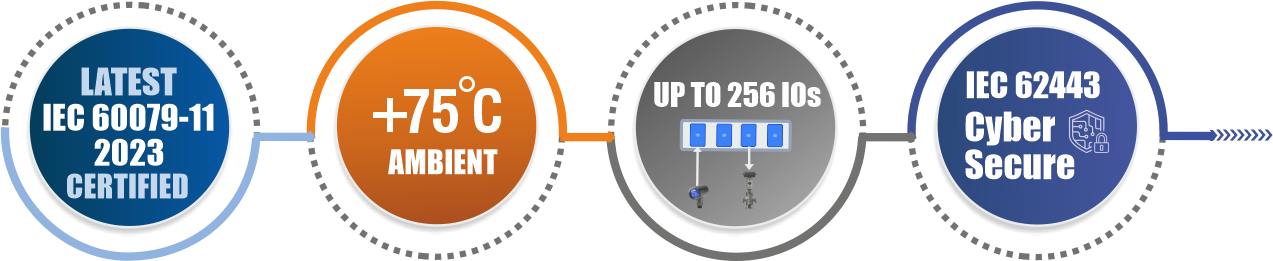
ATEX, IECEx and PESO approved, compliant with IEC 60079-11 latest 2023 edition ensures best in class protection and greatly enhance the plant safety.
Universal AIO Design:
Each channel configurable as input or output, 2-wire or 4-wire, for maximum versatility. Module designed for channel-wise fail-safe output to safeguard process hazard in the event of communication failure.
Flexible DI Design:
Each channel configurable as NAMUR or Dry Contact, and first 4 channel support for Pulse Input up to 30KHz.
High Performance DO Module:
Precision-engineered DO module design for seamless integration with a wide range of solenoid valves and channel-wise fail-safe configuration.
Multi-functional Modules, Less Variety, Lower OPEX:
Minimum variation in hardware modules reduces operational spares while covering all functional requirements.
Broad Environmental Range:
Operates reliably from -20°C to +75°C, with ingress protection up to IP65/IP66.
High Channel Density:
Up to 256 IOs per RIO (average 150-160 IO per RIO) with modular expansion, fewer RIOs per loop, and lower total cost of ownership.
True Redundancy:
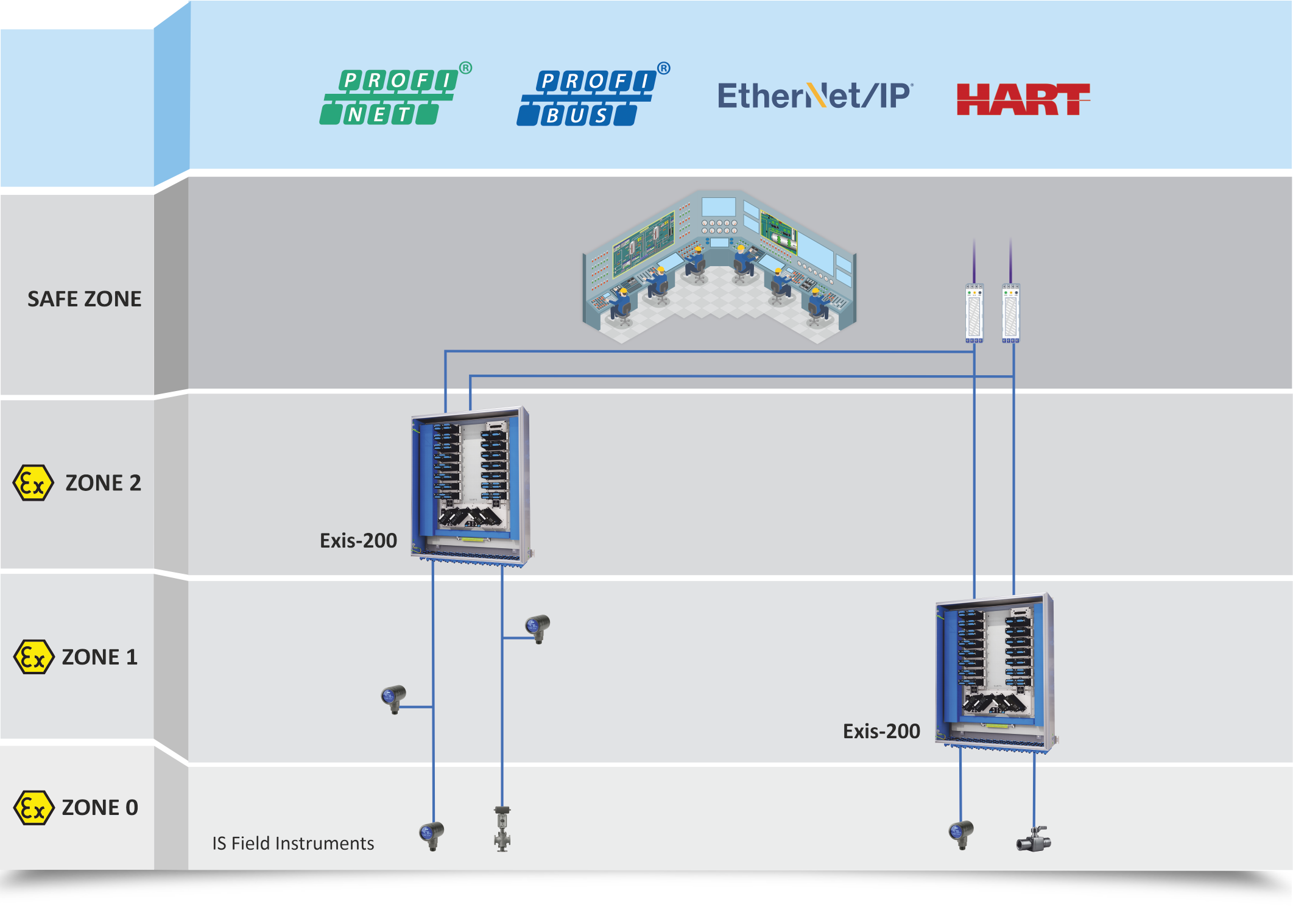
Dual gateways and dual power supply ensure uninterrupted function for critical operation in plants. Supports Line & System redundancy in PROFIBUS and ring topology with MRP over PROFINET.
Support Optical Fiber Communication:
Provides faster, error-free communication between the RIO and the master, enabling reliable long-distance connectivity.
Hot-Swappable Modules, Maximum Uptime:
Modules can be replaced under power, minimizing maintenance time and process downtime.
Secure Today, Ready for Tomorrow:
IEC 62443 compliant software architecture delivers secure, resilient industrial communication protecting the system against evolving cyber threats.
Seamless Integration:
Flexibility to add with existing install base of any make RIO.